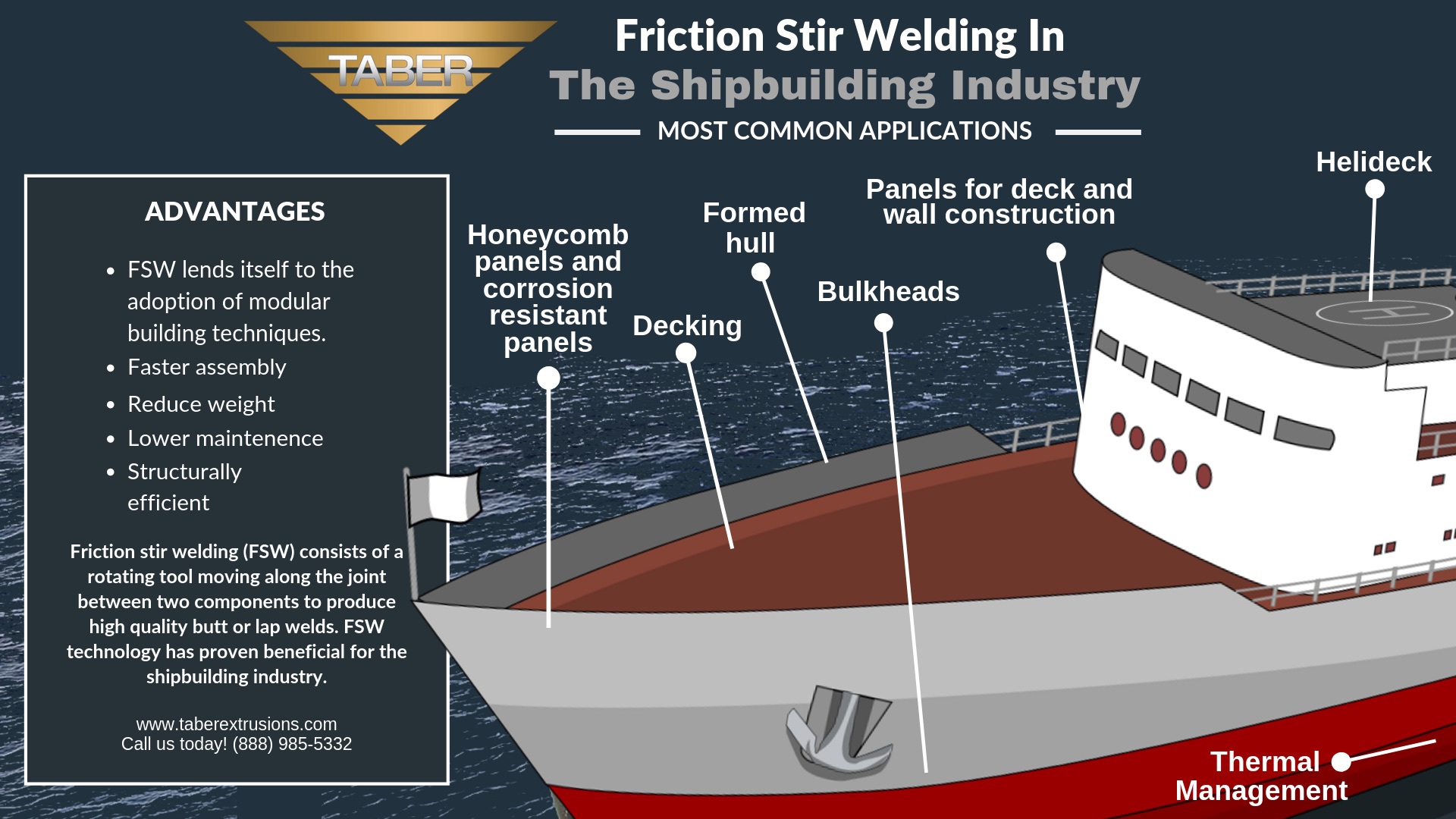
Friction Stir Welding In The Shipbuilding Industry
Taber Extrusions wants to lead the way in FSW development and be a part of its growth in the future. Taber Friction Stir-Welding Capabilities are second to none. With profile widths up to 31 inches, lengths up to 65 feet,
and ability to weld up to ¾ of an inch in a single pass, Taber has an operational envelope that is unmatched within the industry. To learn more about how we can be of service visit: https://taberextrusions.com/
Follow Taber Extrusions LINKEDIN: https://www.linkedin.com/company/8843183/ FACEBOOK: https://www.facebook.com/taberextrusions/ TWITTER: https://twitter.com/taberextrusions